
 ОЋвцзЩбЏ
ОЋвцзЩбЏ СљЮїИёТъзЩЈбЏ
СљЮїИёТъзЩЈбЏ ЙЉгІСДЁКзЩбЏ
ЙЉгІСДЁКзЩбЏ Ъ§зжЛЏЁдзЩбЏ
Ъ§зжЛЏЁдзЩбЏ жЪСПЙмРэ
жЪСПЙмРэ ЭЈгУЙмЁїРэРрІц
ЭЈгУЙмЁїРэРрІцФњЯждкЕФЮЛжУЃКХрбЕвЕЮё
ОЋвцЩњВњЃЌЩГХЬФЃФт
вЛЃЎПЮГЬБГОА
ЦѓвЕОЋвцЩњВњЕФвтвхдкгкОЁПЩФмЯћГ§вЛЧаЩњВњЂйжаЕФРЫЗбЃЌОЋвцЩњВњЙизЂДгВњЦЗЕФПЊЗЂЩшМЦЁЂЩњВњЁЂзАаЖЮяСїЁЂЙмРэЕШЗНУцЃЌМђЛЏЫљгаЩцМАЕНЕФЙЄзїСїЃР ГЬЁЃвдзюгХСМЁѕЁЁЕФжЪСПЁЂзюИпаЇЕФЩњВњаЇТЪЁЂзюЕЭСЎЕФВњЦЗГЩБОЁЂзюПьЫйЕФЯьгІФмСІЃЌЖдЪаГЁзїГізюбИЫйЕФЯьгІЁЃГЃЙцЕФЩњВњСїГЬжаЃЌДѓдМ80~90%вдЩЯЕФЙЄзїЪЧжиИДЈЧвУЛгаМлжЕЕФЃЌетаЉРЫЁєЗбгАЯьзХЦѓвЕЕФжЪСПЁЂГЩБО/аЇТЪЁЂНЛЦкЁЂЪПЦјКЭПЭЛЇТњвтЖШЁЃ
ОЋвцЩњВњЮовЩЪЧНтОіЦѓвЕвдЩЯЮЪЬтЕФвЛЬзЙЄОпЬхЯЕКЭРэФюЗНЁєЗЈЃЌеыЖдЦѓвЕгіЕНЕФЮЪЬтЃЌЪЙгУВЛЭЌЕФОЋвцЙЄОпНтОіЦѓвЕгіЕНЕФЮЪЬтЁЃЕЋЪЧетУДЖрЙЄОпЃЌдкЪВУДЬѕМўЛђГЁКЯЪЙгУЪВУДЙЄОпФиЃПШчКЮШУЁќЙЄГЬЪІМАЛљВуЙмРэепПьЫйеЦЮеетаЉЙЄОпЪЙгУЕФвЊСьКЭКЫаФЃПОЋвцЩњВњЩГХЬФЃФтЃЌЭЈЙ§ОЋвцЙЄОпИЩЈKЛѕжЊЪЖНВНтЃЌНсКЯРжИпЩГХЬФЃФтгЮЯЗЃЌШУбЇдБдкгЮЯЗжаЫМПМШчКЮдЫгУОЋвцЕФЙЄОпЃЌНтОіЩњВњжагіЕНЕФЮЪЬтЃЌдЂНЬгкРжЃЌДђЦЦДЋЭГЕФХрбЕЗНЪНЁЃЭЈЙ§НЧЩЋАчбнШУбЇдБдкгЮЯЗжабЇЯАЁЂЫМПМКЭИаЮђЁЃ
ЖўЃЎбЇдБЪевц
ЭЈЙ§гЮЯЗЁЂЩГХЬКЭЖрУНЬхНЬбЇЕФЗНЪНЃЌШУбЇЉдБФмЙЛ
СЫНтОЋвцЗЂеЙЕФРњЪЗМАЭЦааОЋЁЬвцЕФживЊад
ФмЪЖБ№АЫДѓРЫЗб
ФмЪьЁјСЗдЫгУ5SЃЌБъзМЛЏЃЌVSMЃЌПьЫйЛЛаЭЃЌПДАхРЖЏЕШГЃМћЕФОЋвцЙЄОпНјааИФЩЦ
Ш§ЃЎПЮГЬЙЄОп/ШЫдБ
2 РжИпЛ§ФОЃЈРЯЪІзМБИЃЉ
2 ЯрЙиЕФИЈжњЕРОпЃЈРЯЪІзМБИЃЉ
2 ЪевцМЦЫуБэЃЈРЯЪІзМБИЃЉ
2 11еХзРзгЃЈЙЋЫОФкВПевевЃЌСйЪБНшгУМД eПЩЃЉМАЖдгІЉЕФЕЪзгЃЈЙЋЫОзМБИЃЉ
2 НЯДѓЕФЛсвщЪвЛђепПеЧјгђЃЌПЩвдЈzАДЯТЭМЗХЯТ11еХзРзгЃЌМАЕЪзгЃЈЙЋЫОзМБИЃЉ
2 ВЮгыбЇдБЃЈНЈвщ15~22ШЫЃЉ
ЫФЃЎЩшМЦТпМ
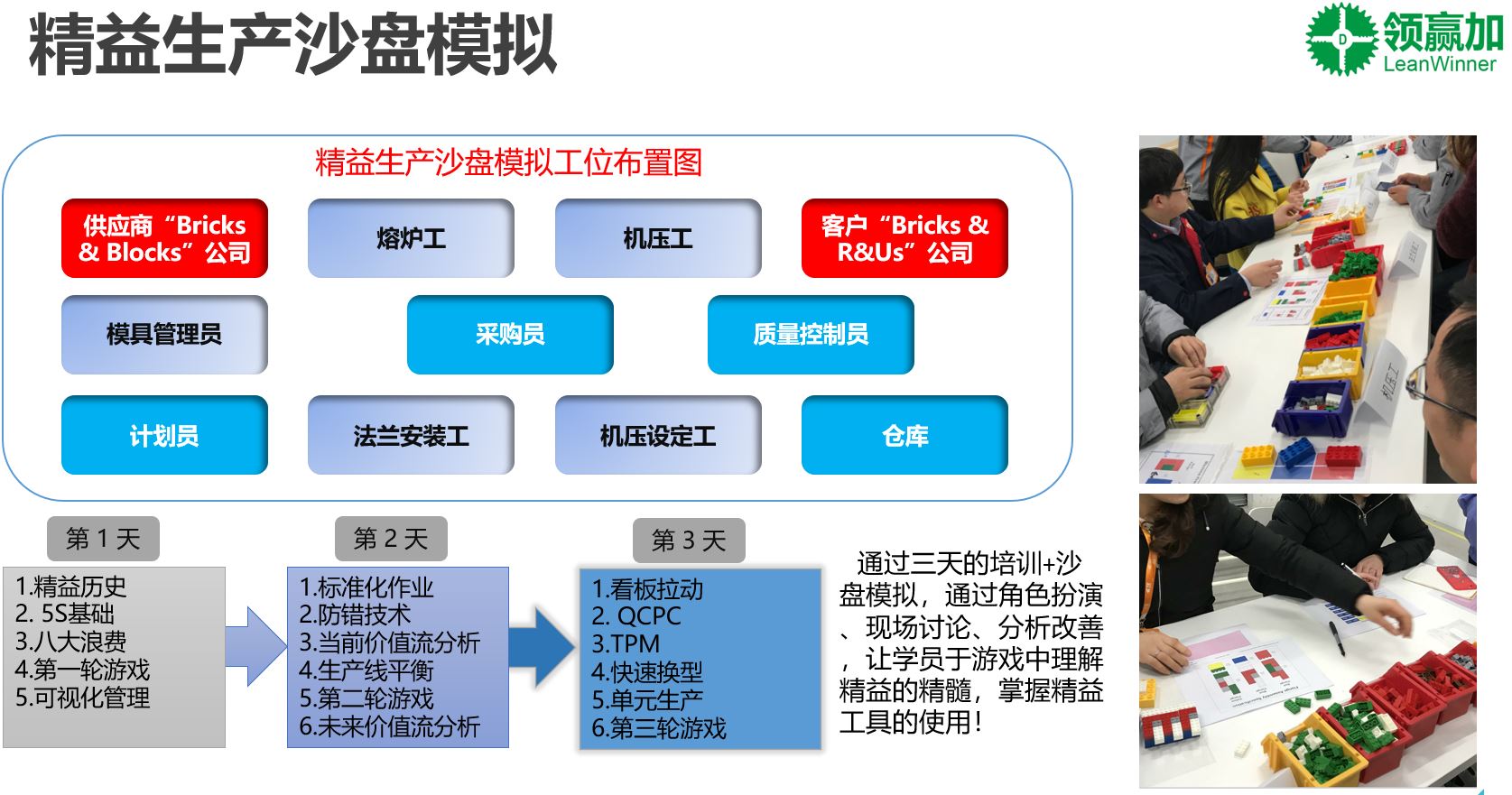
ЭЈЙ§ФЃФтЙЄГЇЙмРэдЫааЈЗНЪНЃЌШУбЇдБСЫНтЕНЙЋЫОЩњВњЙмРэдЫзїЕФТпМЃЌШчКЮЭЈЙ§аЕїФкЭтВПзЪдДТњзуВЛЖЯЖрБфЕФПЭЛЇашЧѓЁЃЩњВњЭХЖгЕФФПБъЪЧвдОЁПЩФмЕЭЕФГЩБОТњзуПЭЛЇЕФНЛЛѕвЊЧѓЁЃИУФЃФтгЮЯЗНЋдЫааШ§ДЮЁЃдкЕк 1 ТжКЭЕк 2 ТжжЎКѓЃЌЭЦНјЪІНЋНВЪкШєИЩОЋЁјвцИХФюЁЃбЇдБНЋЖд TELO ЙЄГЇЈyгІгУетаЉИХФюЃЌШЛКѓжиИДФЃФтгЮЯЗЁЃУПвЛТжКѓЃЌЭЦНјЪІНЋЛсКтСПЩњВњЭХЖгдкШєЁоИЩЙиМќЗНУцЕФБэЯжЃЌР§ШчЃКПтДцЁЂНЛЛѕМЈаЇЁЂжмЦкЪБМфЁЂжЪСПЕШЁЃ
ЕквЛТжФЃФтгЮЯЗЕФФПЕФЪЧЭЛГіЕфаЭЩњВњдЫгЊжаДцдкЕФ 8 жжРЫЗбЁЃЙЄГЇВМОждгТвЮоађЁЂжЪСПвЊЁаЧѓВЛУїШЗЁЂХњСПЙ§ДѓЁЂЕїЛњЪБМфЙ§ГЄЁЂДѓВПЗжЙЄађЕФжмЦкЪБМфГЌЙ§НкХФЪБМфЁЂЭЈЙ§дЄВтЧ§ЖЏЭЦЖЏЪНХХІЮЁЁВњЯЕЭГЃЌвдМАПтЁЙДцЙ§ИпЁЃКѓУцЭЈЙ§ОЋвцжЊЪЖКЭЗНЗЈЕФдіЖрЃЌПЩвдгІгУОЋвцЙЄОпЃЌж№ВНИФЩЦЙЋЫО дЫгЊжИБъЁЃ
ЮхЃЎПЊеЙЗНЪН
ЭЈЙ§Ш§ЬьЕФХрбЕ+ЩГХЬФЃФтЃЌЭЈЙ§НЧЩЋАчбнЁЂЯжГЁЬжТлЁЂЗжЮіИФЩЦЃЌШУбЇдБгкгЮЯЗжаРэНтОЋвцЕФОЋЫшЃЌеЦЮеОЋвцЁКЙЄОпЕФЪЙгУЃЁ
СљЃЎПЮГЬДѓИй
ЃЈвЛЃЉЁЂОЋвцРњЪЗ
ОЋвцЛЏЩњВњЪЧРћгУЖХОјРЫЗбКЭІЮЁЁЮоМфЖЯЕФзївЕСїГЬЃЌЖјЗЧЗжХњКЭХХЖгЕШКђЕФвЛжжЩњВњЗНЪНЁЃОЋвцЩњВњЪЧбмЩњздЗсЬяЩњВњЗНЪНЕФЕФЙмЁѓРэембЇдкБОеТПЮГЬЩшМЦШчЯТЃК
1. ЪВУДЪЧОЋвцЩњВњЃП
2. ОЋвцЩњВњЕФЦ№дДЁЂЗЂеЙКЭФПБъ
3. ЭЦааОЋвцЩњВњЕФКУДІМАддђ
4. ОЋвцЩњВњЕФЬхЯЕМмЙЙ
ЃЈЖўЃЉЁЂ5SЛљДЁ
5SЫфШЛЁАМђЕЅЁБЃЌЕЋвђФк5SЭЦааНЯКУЕФЦѓвЕШДЩйжЎгжЩйЃЌОПЦфІядвђЪЧЮвУЧОјДѓВПЗжШЫЪЧжЊЦфШЛІиЖјВЛжЊЦфЫљвдШЛЃЌВЂАбММФмМђЕЅЕиРэНтГЩжЊЪЖЁЃ5SЭЦааецЕФВЛМђЕЅ!ЫћМШПМбщЮвУЧЙмРэепЕФЙмРэФмСІЃЌвВПМбщЮвУЧЙмРэепЕФЭЦНј55ЯюФПКЭНтОі5SЯрЙиЮЪЬтЕФФмСІЁЃ
дкБОеТЃЌЮвУЧНЋЮЊбЇдБЗжЯэЁўЃК
1.5SЕФзїгУ
2. 5SЕФЭЦааВНЂйжш
3. ШчКЮзі5S
4. ЭЦаа5SЕФЮѓЧј
ЃЈШ§ЃЉЁЂФПЪгЛЏІяЙмРэ
ФПЪгЙмРэЪЧРћгУаЮЯѓжБЙлЁЂЩЋВЪЪЪвЫЕФИїжжЪгОѕИажЊаХЯЂРДзщжЏЯжГЁЩњВњЛюЖЏЃЌДяЕНЬсИпРЭЖЏЩњВњТЪФПЕФЕФвЛжжЙмРэЗНЪНЁЃЫќЪЧвдЪгОѕаХКХЮЊЛљБОЪжЖЮЃЌвдЙЋПЊЛЏЈЮЊЛљБОддђЃЌОЁПЩФмЕиНЋЈЙмРэепЕФвЊЧѓКЭвтЭМШУДѓМвЖМПДЕУМћЃЌНшвдЭЦЖЏзджїЈЙмРэЁЂздЮвПижЦЁЃЫљвдФПЪгЙмРэЪЧвЛжжвЛЁєЙЋПЊЛЏКЭЪгОѕЯдЪОЮЊЬиеїЕФЙмРэЗНЪНЃЌвВПЩГЦжЎЮЊ ЁА ПДЕУМћЕФЙмРэ ЁБЁЃОЋвцЩњВњЧПЕїЯћГ§РЫЗбЃЌПЩЪгЛЏЙЄГЇЪЧЯћГ§РЫЗбЁэЕФБивЊЛЗНкЃЌдкБОеТЮвУЧНЋЮЊбЇдБДјРДЃК
1. ФПЪгЛЏЙмРэЈuЕФЦ№дД
2. ФПЪгЛЏЁрЙмРэзїгУ
3. ФПЪгЛЏЙмРэЕФГЃгУЙЄОпКЭЪжЗЈЈz
4. ФПЪгЛЏЙмРэЕФЫЎзМ
5. ФПЪгЛЏвЊЧѓМАаЁНс
ЃЈЫФЃЉЁЂШчКЮЯћГ§АЫДѓРЫЗб
ОЋвцЩњВњЬхЯЕжаЕФКЫаФМлжЕЙлОЭЪЧГжајВЛЖЯЕФЯћУ№РЫЗбЃЌЯћУ№РЫЗбЮовЩПЩвдНЕЕЭЦѓвЕЕФГЩБОЃЌЕЋгааЇЕФГжајЕФЯћГ§РЫЗбЕФКУДІЁМВЛНіНіШчДЫЃЌгааЇЕФЯћГ§ЙЄзїжаЕФЈuИїжжРЫЗбЃЌЪЧЦѓвЕДяГЩзПдНЕФБигЩжЎТЗЁЃСЫНтВЂгааЇЁњЕФЪЖБ№ГіЩњВњгыЙмРэЙ§ГЬжаЕФРЫЗбЁдЃЌЪЧЪЕЪЉИФЩЦЕФЛљДЁЁЃЫљвдЃЌЭЈЙ§ДЫДЮХрбЕЃЌЪЙбЇдБФмЪЖБ№ГіЙЄзїЙ§ГЬжаЕФИїжжРЫЗбЃЌВЂНЬИјбЇдБЁЛЯћГ§РЫЗбЕФЛљБОИФЩЦЗНЗЈЃЌЪЙбЇдБдкЙЄзїЙ§ГЬжаГжајВЛЖЯЕФЯћГ§РЫЗбЃЌЪїСЂОЋвцЩњВњЕФКЫаФМлжЕЙл eЃЌЮЊЦѓвЕДјРДОоДѓЪеЁЦЁЁвцЁЃ
1.РэНтОЋвцЩњВњЖдРЫЗбЕФЖЈвх
2.ШЯЪЖЯжГЁЙмРэжаЕФАЫДѓРЫЗб
3.СЫНтРЫЗбВњЩњЕФдвђМАБэЯж
4.ШЯЪЖРЫЗбЯћГ§ЕФЛљБОЗНЗЈ
5.ЧхГўОЋвцЩњВњЯћГ§РЫЗбЕФЫМТЗгыСїГЬ
РжИпгЮЯЗЃКЕквЛТж
ЃЈЮхЃЉЁЂБъзМЛЏзївЕ
БъзМзївЕгжГЦБъзМЛЏзївЕЃЌЪЧЯжГЁНјааИпаЇТЪЁюЩњВњЕФЛљДЁЃЌЪЧМрЖНепЁЧЙмРэБОЙЄађЕФЛљДЁЃЌвВЪЧНјвЛВНИФЩЦЕФЛљДЁЁЃШеБОжЪСПЙмРэДѓЪІНёОЎе§УїдкЦфЈLгАЯьЩюдЖЕФТлжјжаБэЪОЃЌУЛгаБъзМЛЏОЭУЛгаОгЊЗЈЕФИФЩЦЃЌБъзМЛЏЪЕМЪЩЯЪЧГжајИФЩЦЕФЛљЕуЃЌЫќВЂВЛЪЧЕЅЖРгІгУгкФГИіЬиЖЈЕФЩњВњНзЖЮЃЌЫќЪЧЗЂЯжЮЪЬтЁЂевГігааЇЕФНтОіАьЗЈЁЂУїШЗШчКЮЪЙгУетаЉЗНЗЈЕФвЛЯЕСаЛюЖЏЕФвЛЁМВПЗжЃЌЪЧPDCAНЛДэбЛЗГжЃРајИФНјВЛЖЯзЗЧѓзПдНЕФЙ§ГЬЁЃБъзМЛЏзївЕдДгк
ЗсЬяЩњВњЗНЪН,жИЕФЪЧвдШЫЕФЖЏзїЮЊжааФЁЂвдУЛгаРЫЗбЕФВй
зїЫГађгааЇЕиНјааЩњВњЕФзївЕЗНЗЈЃЌБОеТНЋЮЊбЇдБДјРДЃК
1.БъзМІиЁЁзївЕЕФЖЈвх
2.БъзМзївЕЕФЯрЙиУћЁўДЪ
3.БъзМзївЕЕФШ§вЊЫи
4.БъзМзївЕЕФжЦЖЈГЬађ
5.БъзМзївЕЕФШ§ЦБвЛЪщ
6.БъзМзївЕИФЩЦЕФЪЕЪЉЗНЗЈ
ЃЈСљЃЉЁЂЗРДэММЪѕ
ЗРДэЃЌШеЮФГЦPOKA-YOKEЃЌгЂЮФгжГЦError Proof Лђ Fool ProofЃЈЗРДєЃЉЁЃPOKA- YOKEЕФИХФюОЭЪЧШеБОЕФжЪСПЙмРэзЈМвЁЂжјУћЕФЗсЬяЩњВњЬхЯЕДДНЈШЫжЎвЛыНзЬЩњЃЈShingeo ShingoЃЉЕФЪзДДЁЃДгзжУцЩЯПДЃЌЗРДэЃЌОЭЪЧЗРжЙДэЁјЮѓЕФЗЂЩњЁЃвЊЯыеце§СЫНтЗРДэЃЌЮвУЧЁ§ЯШвЊСЫНтЁАДэЮѓЁБЃЌМАЁАДэЮѓЁБЮЊЪВУДЛсЗЂЁтЩњЃПжЛгаСЫНтСЫДэЮѓЗЂЩњЕФдвђЃЌВХФмИќКУЕФИФЩЦЁЃЖдгкжЦдьвЕРДЫЕЃЌЮвУЧзюЕЃаФЕФОЭЪЧВњЦЗШБЯнЕФВњЩњЃЌЖјЁАШЫЛњСЯЗЈЛЗЁБЖМгаПЩФмЕМжТШБЯнЁЃ
1.ЗРДэМђНщ
2.ЪВУДЪЧЗРЁОДэ
3.ЮЊКЮвЊЁгЗРДэ
4.ЗРДэЕФРраЭ
5.ЗРДэЂйЕФддђМАЫМТЗ
6.ЗРДэЕФдЁЬРэЁЂгІгУОйР§
7.ШчКЮПЊеЙЗРДэ
ЃЈЦпЃЉЁЂЕБЧАзДЬЌМлжЕСїЗжЮі
ОжВПзюгХВЂВЛвтЮЖзХећЬхзюгХЃЁШБЗІЯЕЭГЕФЗжЮіКЭВпЛЎЕФИФЩЦЃЌФбУтШнЁЉвзГіЯжЕЭаЇКЭЗНЯђадДэЮѓЁЃМлжЕСїЪЧЕБЧАВњЦЗЭЈЙ§ЦфЛљБОЩњВњЙ§ГЬЕФШЋВПЛюЈЖЏЃЌЕБШЛАќРЈдіжЕКЭЁЗВЛдіжЕЕФЛюЖЏЁЃМлжЕСїЗжЁоЮіПЩвдКИЧЦѓвЕКЫаФМлжЕСїГЬ:
1ЃЉ ДгдВФСЯЕНВњЦЗНЛИЖПЭЛЇЕФСїГЬЃЈЮяСїЃЉЃЛ
2ЃЉДгПЭЛЇашЧѓЕНдВФСЯЙКТђЃЌЩњВњМЦЛЎЕШЕФаХЯЂСїЃЛ
ЭЈЙ§ЖдШЋЙ§ГЬНјаабаОПЃЌЖјВЛЪЧЕЅИіЙ§ГЬЃЌетбљПЩвдКмКУЕиЈ}ЗжЮіКЭИФНјШЋСїГЬЃЌЖјВЛЁэЪЧНіНігХЛЏОжВПЁЃДгЖјДгШЋОќПДЧхећИіМлжЕСїЖЏЕФЙ§ГЬЃЌЮЊЯћГ§РЫЗбДДдьЁрЬѕМўЁЃ
1ЁЂСЫНтЕБЧАзДЬЌМлЁіжЕСїЭМЕФИХФюЃЌМлжЕСїЙмРэЕФгХЕуЃЛ
2ЁЂМлжЕСїЭМЕФРраЭМАШчКЮбЁдёВњЦЗЯЕСаЃЛ
3ЁЂСЫНтМлжЕСїЭМЛцжЦЕФГЃгУЗћКХЃЛ
4ЁЂеЦЮеМлжЕСїЭМЛцжЦЕФвЊЕуЃЛ
5ЁЂеЦЮеМлжЕСїЭМЛцжЦЁєЕФВНжш
ЃЈАЫЃЉЁЂЩњВњЯпЦНКтЗжЮі
ЩњВњЯпЦНКтМДЪЧЁМЖдЩњВњЕФШЋВПЙЄађНјааЈшЦНОљЛЏЃЌЕїећзївЕИККЩЃЌвдЪЙИїзївЕЪБМфОЁПЩФмЯрНќЕФММЪѕЪжЖЮгыЗНЗЈЁЃФПЕФЪЧЯћГ§зївЕМфВЛЦНКтЕФаЇТЪЫ№ЪЇвдМАЩњВњЙ§ЪЃЁЃ ЩњВњЯпЦНКтЪЧвЛУХКмДѓЕФбЇЮЪЃЌЩњВњЯпЦНКтжБНгЙиЯЕЕНЩњВњЯпЕФе§ГЃЪЙгУЁЃЩњВњЯпЦНКтжИФЯжївЊАќРЈЩњВњЯпЦНКтЕФЯрЙиЖЈвхЁЂЩњВњЯпЦНКтЕФвтвхЁЂЙЄвеЦНКтТЪЕФЁЛМЦЫуЁЂЩњВњЯпЦНКтЕФИФЩЦддђКЭЗНЗЈЁЃ
1.ЩњВњЯпЦНКтЖЈвхгыФПЕФ
2.ЩњВњЁЦЁЁЯпЦНКтЕФГЃМћИХФю
3.ЩњВњЯпЦНКтЕФЗжЮіИФЩЦ
РжИпгЮЯЗЃКЕкЖўТж
ЃЈОХЃЉЁЂЮДРДзДЬЌМлжЕСїЭМЗжЮі
МлжЕСїОЭЪЧНЋвЛжжВњЦЗДгдВФСЯзДЬЌМгЙЄГЩПЭЛЇПЩвдНгЪмЕФВњГЩЦЗЕФвЛећЬзЁЬВйзїЙ§ГЬЃЌАќРЈдіжЕКЭЗЧдіжЕЛюЖЏЁЃМлжЕЁюСїЭМЪЧвЛжжЪЙгУЧІБЪКЭжНЕФЙЄОпЃЌгУвЛаЉМђЕЅЕФЗћКХКЭСїЯпЁЧДгЭЗЕНЮВУшЛцУПвЛЁЦЁЁИіЙЄађзДЬЌЁЂЙЄађМфЕФЮяСїЁЂаХЯЂСїКЭМлжЕСїЕФЕБЧАзДЬЌЭМЃЌевГіашвЊИФЩЦЕФЕиЗНКѓЃЌдйУшЛцвЛИіЮДРДзДЬЌЭМЃЌвдЯдЪОМлжЕСїИФЩЦЕФЗНЯђКЭНсЙћЁЃ
1ЁЂСЫНтЮДРДзДЬЌМлжЕСїІЦЭМЕФЖЈвхЃЛ
2ЁЂеЦЮеЮДРДзДЬЌЁшМлжЕСїЕФЛцжЦвЊЕуКЭВНжшЃЛ
3ЁЂеЦЮеЁяШчКЮжЦЖЈЮДРДМлжЕСїЭМааЖЏМЦЛЎЃЛ
ЃЈЪЎЃЉЁЂПДАхРЖЏ
ПДАхРЖЏЪЧдкЭЌвЛЕРЙЄађЛђепЧАКѓЙЄађжЎМфНјааЮяСїЛђаХЯЂЁМСїЕФДЋЕнЁЃЭЈЙ§ПДАхЪЕЯжРЖЏЪНЕФЙмРэЗНЪНЃЌЫќашвЊДгзюКѓвЛЕРЙЄађЭЈЙ§аХЯЂСїЯђЩЯвЛЕРЙЄађДЋЕнаХЯЂЃЌетжжДЋЕнаХЯЂЕФдиЬхОЭЪЧПДАхЁЃУЛгаПДАхЃЌJITЪЧЮоЗЈНјааЕФЁоЃЌвђДЫЃЌJITЩњВњЗНЪНгаЪБвВБЛГЦзїПДАхЩњВњЗНЪНЁЃБОНкПЮЭЈЙ§ПДАхдЫзїЕФдРэЃЌГЌЪаПтДцСПЕФМЦЫуЁтМАЩшЖЈЃЌШУбЇЁўдБСЫНтШчКЮЪЕЪЉЪЕЯжПДАхРЖЏЙмРэ:
1ЁЂСЫНтПДАхРЖЏЕФЖЈвхЁЂжжРрЁЂзїгУКЭдЫаадРэЃЛ
2ЁЂбЇЛсПДАхашЧѓСПЕФМЦЫуЃЛ
3ЁЂеЦЮеГЌЪаПтДцСПЃЈГЌЪаДѓаЁЃЉЕФМЦЫуЗНЗЈЃЛ
4ЁЂеЦЮеЭЦааЁљПДАхРЖЏЕФВНжш
ЃЈЪЎвЛЃЉЁЂЦЗжЪСїГЬПижЦЭМБэЁј QCPC
жЪСПеяЫљЙ§ЁтГЬЭМЃQCPC (Quality Clinic Process Chart)ЪЧгУРДЖдвЛИіШЗЖЈЕФЙ§ГЬЕФУПвЛИіЙЄађВЛЖЯЪеМЏЁтЙ§ГЬЙЄађжаЗЂЩњЕФЮѓЙЄЃЌгХЯШДЮађХХСаетаЉЮѓЙЄЃЌВЂЧвЭЈЙ§RRCAЁЂMPЙЄОпНЋЫћУЧДгЙ§ГЬжаж№ИіЯћГ§РДЪЕЯжЙ§ГЬгХЛЏЕФЙЄОпЁЃМђЖјбджЎЃЌQCPCЭЈЙ§ЭГМЦЙ§ГЬЙЄађжаЗЂЩњЕФЗЕЙЄЪ§СПРДВтСПЙ§ГЬЈyЕФжЪСПЁЃ
1.ЪВУДЪЧЦЗжЪСїГЬПижЦЭМБэ (QCPC)ЃП
2.ЪЕЪЉЦЗжЪСїГЬПижЦЭМБэ (QCPC)
3.НсТл
ЃЈЪЎЖўЃЉЁЂШЋдБЩњВњЮЌЛЄЁд
жЦдьаЭЦѓвЕФПЧАе§УцСйзХЁќЙЄШЫЖЬШБЕФзДПіЃЌаэЖрЖдвЛЯпЙЄШЫашЧѓНЯИпЕФЦѓвЕЃЌНќМИФъБЅЪмШЫЙЄЖЬШБМАШЫСІГЩБОВЛЖЯЩЯЩ§ЕФбЙСІЁЃМгЩЯЩњВњЙЄвеТфКѓЃЌЙЄШЫЫижЪВЛИпЃЌЩњВњСІЯТНЕЁЙЃЌдБЙЄСїЖЏШеЧїМгПьЕШвђЫиЃЌетаЉвђЫиЖёадбЛЗЕФЈНсЙћЪЧЪЙКмЖржЦдьаЭЦѓвЕЕФОгЊОйВНЮЌМшЁЃЭЌЪБвдздЖЏЛЏЪ§зжЛЏжЧФмЛЏЮЊДњБэЈаТаЫЗЂеЙЁЗЗНЯђЃЌЪЙЦѓвЕЩшБИдНРДдНЖрЃЌдНРДдНИДдгЃЌЦШЧаашвЊЩшБИзлКЯаЇТЪЁЃ
ЁЁЁЁЧПЛЏІЮЁЁЦѓвЕЬхжЪЁЂИФЩЦЦѓвЕНсЙЙЁшЁЂТѕЯђздЖЏЛЏЩњВњКЭВЛЖЯЬсИпОКељСІЕФзюМбЙмРэРћЈ}ЦїжЎвЛЃЌЪЧГЙ eЕзЪЕЪЉTPMЛюЖЏЃЌЪЙЩшБИБЃГждкзюМбзДЬЌЃЌМѕЩйвьГЃЪТЙЪКЭЭЃЛњЃЌБОНкФкШнМђЕЅНщЩмTPMФкШнЃК
1.TPMЕФЛљБОИХФюгыЛљДЁжЊЪЖЃЛ
2.зджїЮЌЛЄЕФФПБъЁЂЗНЗЈгыВНжшЁюЁєЃЛ
3.МЦЛЎЮЌІиаоЕФФПБъЁЂЗНЗЈгыВНжшЃЛ
4.ИіБ№ИФЩЦЁЂдБЙЄХрбЕгыЩшБИдчЦкЙмРэ
5.ЭЦааTPMЕФЯрЙиЪТЯю
ЃЈЪЎШ§ЃЉЁЂПьЫйЛЛаЭ
ЯждкВњЦЗдНЈuРДдНЖрЕФвЊТњзуЯћЗбепЖрдЊЛЏИіадашЧѓЃЌВњЦЗаЭКХдНРДдНЖрЃЌЖрЦЗжжаЁХњСПЧїЪЦдНРДдНУїЯдЃЌЫцжЎЩњВњЯпЛЛаЭДѓЗљІядіМгЃЌШчКЮЪЪгІПЭЛЇКЭІиЪаГЁЕФБфЛЏЃЌМѕЩйЛЛаЭИјЦѓвЕКЭЩњВњДјРДЕФЫ№ЪЇЃЌБОНкЁѕЁЁПЮАВХХШчЯТЃК
1ЁЂСЫНтПьЁсЫйЧаЛЛЕФЖЈвхЁЂзїгУЃЛ
2ЁЂРэНтПьЫйЛЛаЭЕФБивЊадЃЛ
3ЁЂеЦЮеПьЫйЧаЛЛЕФЛљБОддђгыЗНЗЈВНжшЃЛ
4ЁЂАИР§ЗжЯэ
ЃЈЪЎЫФЃЉЁЂЕЅдЊЩњВњ
ЫцзХЩчЛсНјШыСЫвЛИіЪаГЁашЧѓЯђЖрбљЛЏЗЂеЙЕФаТНзЖЮЃЌЯргІЕивЊЧѓЙЄвЕЩњВњЯђЖрЦЗжжЁЂаЁХњСПЕФЗНЯђЗЂеЙЃЌЕЅЦЗжжЁЂДѓХњСПЕФСїЫЎЩњВњЗНЪНЕФШѕЕуЁєОЭШеНЅУїЯдСЫЁЃЮЊСЫЫГгІетбљЕФЁЬЪБДњвЊЧѓЃЌCellЩњВњЗНЪНБугІдЫЖјЩњЁЃCellДјРДИќЁђИпЕФЩњВњШсадЁЂИќСщЛюЕФЩњВњзщжЏаЮЁКЪНЁЂвдМАИќИпЩњВњаЇТЪЁЃCellЩњВњЯпЕФЙЄвеЙ§ГЬЗтБеЃЌЕЅдЊФкЙЄЮЛПЩвдАДЙЄвеЫГађАВХХЮЊСїЫЎаЮЪНЃЌвВПЩвдвЛИіЙЄЮЛЖРСЂЭъГЩЫљгаЙЄађЃЌЩњВњЕФСщЈzЛюадПЩвдвРОнПЭЛЇКЭЪаГЁЕФашЧѓЃЌСщЛюПьЫйгІБфЁЃ
1ЁЂCellЩњВњИХЪіЃЛ
2ЁЂCellЩњВњЕФгХШБЕуЃЛ
3ЁЂCellЩњВњЗНЪНЁўМАЮяСїЃЛ
РжИпгЮЯЗЃКЕкШ§Тж
ЦпЃЎбЕКѓТфЕи
ХрбЕЁђНсЪјжЎКѓЃЌашвЊбЇдБвРОнЫљбЇжЊЪЖЃЌНсКЯздМКЙЄзїЪЕМљЃЌжСЩйгІгУвдЩЯЙЄОпЭъГЩвЛИіИФЩЦЃЌЙЋЫОФкВППЩвдЦРБШЛђЗЂБэЁЃ

